
Why Operators Need to Measure Their Own Data!
Dec 19, 2024

The goal is to have everything relevant easily visible on the shop floor. Ideally, this is through the design of the shop floor as part of visual management. But a lot of other information is hard to see directly and can be shown best through data. Every well-managed shop floor has their different dashboards and other data sheets with information. This blog post focuses on why you should have your operators write down this data by hand. Lets have a look…
Introduction
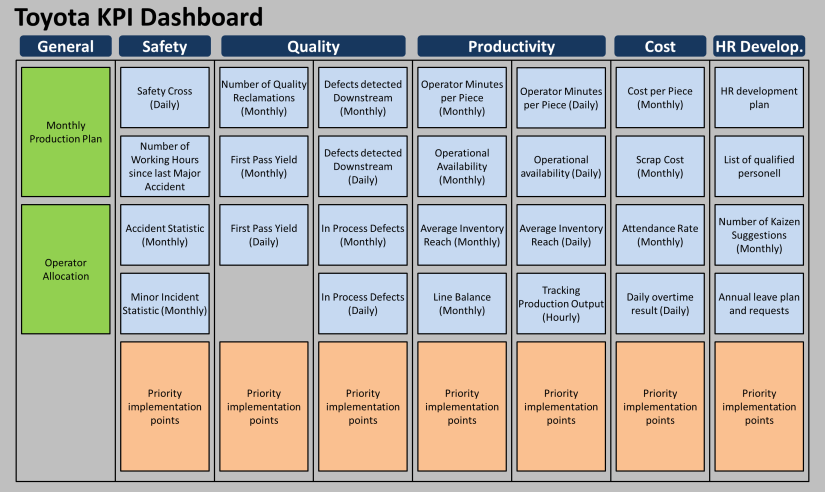
Relevant and accurate data is one key to managing a shop floor. I have written about The Toyota KPI Dashboard before. Dashboards try to summarize the data and its historic change for its area. There are usually even more sheets at a process, line, or workstation, detailing the status and its history for these processes. They may not have all the elements of a full-size dashboard but still have relevant info for this part of the shop floor.
On many shop floors I have visited, this information is usually a printout of some sort. It looks nice, it is easily readable (unless the plant is a fan of 6pt fonts… which also happens), and it has the aura of being correct (albeit, just because the data is printed does not mean that it’s valid).
Why Digital?

However, I am a big fan of handwritten data, and even ten years ago I wrote on The Advantage of Handwritten Data on the Shop Floor… and immediately got a lot of opposition: Paper is outdated; Digital can be shared; Digital can be processed; Digital updates everywhere immediately; and so on.
There is a lot of truth in this too; digital does have advantages. However, these advantages are mostly for managers and decision makers. A manager is most likely to look at data on his computer, and may be far away from the actual process. He also may want to share the data with others; hence, for a manager it is better to have the data in digital form.
Possibly one of the biggest advantages of digital data is that in many cases the collection can be automated. Through sensors and software, the change in the system is measured and recorded. This allows a near-constant recording of data. It also reduces the likelihood of incorrect data (albeit this still can happen). The greatest advantage is that digital recording takes the human out of the loop. But this is also its greatest disadvantage!
Why Handwritten?

However, this is not true for the front-line operator. These workers rarely use a computer to understand the performance of their process. For them, adding a dot and a number on a paper is much easier than doing this digitally. They need the information at their process and have no need to share.
Hence, handwritten data is more likely to be up to date. Even on the night shift, workers can add data. It also forces you to make the data simpler, and avoids overly complicated formulas and calculations. And, if the alternative is entering data in a digital system by hand, paper is just faster for the operators to do.
Self-Measurement!

However, the biggest advantage of handwritten data is that it forces the operator to measure his performance himself. Admittedly, this is also true for digital data that is entered by hand, but even more so for working with paper. In any case, self-measurement forces the operator to be involved in the measurement. Just having a data point does not mean anybody is going to do anything about it. But if somebody actively records the data, at a bare minimum someone is aware of the data, and it is not some ignored data file somewhere on a server. This is one step closer from having data to working with data.

Self-measured data is also much more likely to be understood. The operator who notes down the performance has to understand the measurement in order to record it. With sensor-based digital data, this is not always true. There are plenty of companies that have petabytes of data and don’t understand what they mean.
Not only being aware of the data but also understanding the data are two key elements to use data for improvement. Next, you need someone to act on the data… and that is in many cases the front-line operator or his direct supervisor. Now guess who recorded the data? The frontline operator or his direct supervisor!
In sum, self-measurement of process-related data makes it so much more likely that the data is used for improvement, maybe even on a regular basis. If this process works well, management may not even notice that the frontline operator is doing something slightly different to improve overall performance (albeit, while I like improvements, I rather prefer them to be formalized in an improved standard. But ideally, this is also done by the front-line operator or their direct supervisor! For more, check out my latest book, All About Work Standards).
Overall, as Balle and Balle said, “Self-measurement is the key to kaizen“! It is fast, actionable, and done directly on the shop floor with minimal management supervision. As always, I hope this blog post was interesting to you. Now, go out, have your operators record data on their own process performance, and organize your industry!
P.S. This blog post was inspired by The Lean Manager: A Novel of Lean Transformation by Michael and Freddy Balle, particularly page 249. A entertaining and recommended book.
Discover more from AllAboutLean.com
Subscribe to get the latest posts sent to your email.
Original Article: https://www.allaboutlean.com/slef-measurement/
Stay In Touch.
Subscribe to our newsletter and exclusive Leadership content.