
Effects on Efficiency—Group Size, Line, Location, Product
Oct 17, 2024
 In my last post, I started to look at factors that affect the efficiency of your line, in particular the percentage of value-added time by the operators. For this I have a good data set with fifty-three different observations. One major factor was the speed of the line. Faster lines are not only easier to optimize, but they also yield more benefit for the optimization. In this post I will look at group size, as well as comparing Japan and Germany, final assemblies with subassemblies, and passenger cars with commercial vehicles.
In my last post, I started to look at factors that affect the efficiency of your line, in particular the percentage of value-added time by the operators. For this I have a good data set with fifty-three different observations. One major factor was the speed of the line. Faster lines are not only easier to optimize, but they also yield more benefit for the optimization. In this post I will look at group size, as well as comparing Japan and Germany, final assemblies with subassemblies, and passenger cars with commercial vehicles.
Group Size
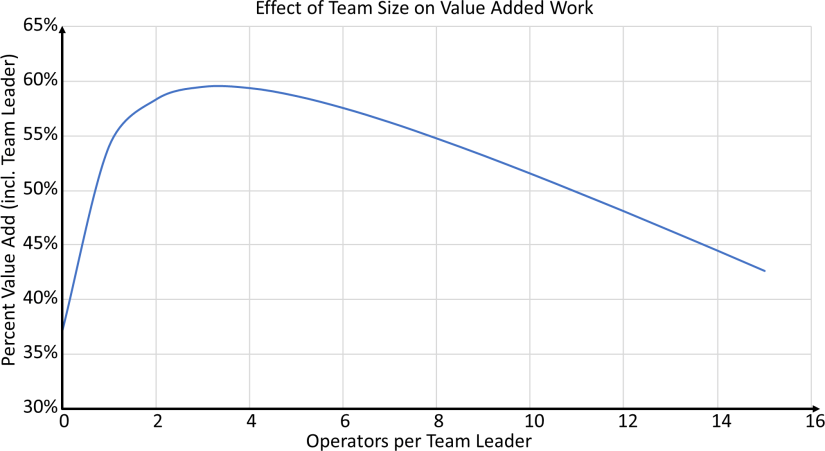
One influence on efficiency is the group size of the lowest level group on the shop floor. How many operators is a team leader responsible for? It seems a smaller group size gives faster and better support to the operators, driving up efficiency. A group size between two and six operators per team leader appears to be best. For more see my blog post On the Team Structure at Toyota.
Line Type (Final Assembly or Subassembly)
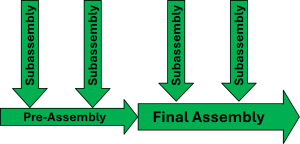 Another factor is the line type. Here I distinguish if it is a final assembly line, or a subassembly or pre-assembly line. The final assembly line is not necessarily the final product of the company; it is merely the final product of the plant. In other words, the engine assembly line would be a final assembly line for an engine plant, but only a subassembly if a car plant also makes engines.
Another factor is the line type. Here I distinguish if it is a final assembly line, or a subassembly or pre-assembly line. The final assembly line is not necessarily the final product of the company; it is merely the final product of the plant. In other words, the engine assembly line would be a final assembly line for an engine plant, but only a subassembly if a car plant also makes engines.
The assumption is that management focus is much heavier on the final assembly line than on any preceding production systems or subassembly lines. After all, the money comes in where the product goes out. If the product doesn’t go out, problems and complaints will arrive. Hence, final assembly lines are usually much closer to the heart of the plant manager than subassemblies.
The data does support that assumption, albeit I have to admit that with data for only six subassemblies compared to forty-sevven final assemblies, the picture is not as confident. But it seems that all but one subassembly observations have a worse value-added percentage than the trendline for the final assemblies. Only one subassembly barely exceeds the trendline of the final assemblies.
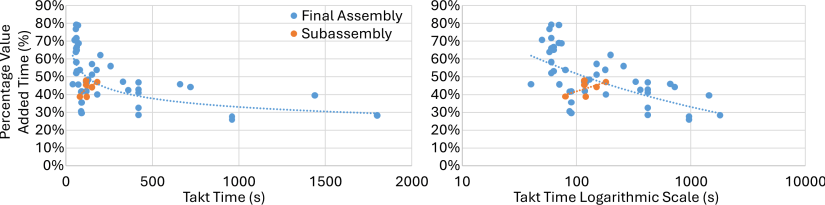
Overall, it seems that final assemblies perform slightly better than subassemblies, albeit not by a large margin. With only six data points there is also lower confidence in the results. The trendline for the subassemblies themselves is actually misleading due to the small number of data points. Additionally, while in some plants the final assemblies had a 10-percentage-point better value add, in other plants the final assemblies did slightly worse than the subassemblies.
Product Type (Passenger Car or Commercial Vehicle)
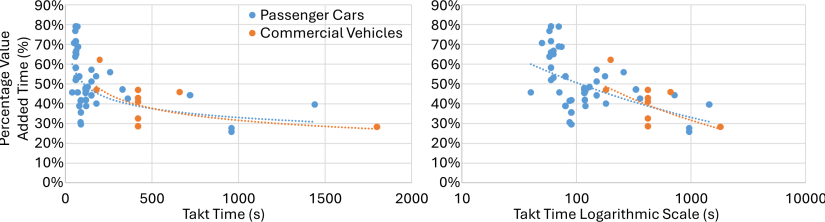
The next question is: Does it make a difference if the product is a passenger car or a commercial vehicle? Since I’m spending a lot of time in the automotive industry, most of my data is vehicle-related. I have data on forty-three passenger-car-related production lines and nine commercial vehicles (trucks, busses, vans, etc.).
My experience was that assembly lines for commercial vehicles usually have a lower efficiency, but these lines also often have slower takt times than passenger cars. This is supported by the data. If you look at the power trendlines, they are almost identical. For the same takt, there is no significant expected difference in value added time between a commercial and a consumer vehicle. Albeit, in my experience commercial vehicle plants tend to be a bit messier.
Location (Japan or Germany)
 Finally, let’s look at the difference between a plant in Japan and a plant in Germany. Why Japan and Germany? Because that’s where I have data for, from my Grand Tour of Japanese Automotive and my Grand Tour of German Automotive. For the US, you’ll have to wait until I can do a Grand Tour of US Automotive. But the US is SOOOO big, so I’m not sure when I’ll get around to travel all across the US. Sorry.
Finally, let’s look at the difference between a plant in Japan and a plant in Germany. Why Japan and Germany? Because that’s where I have data for, from my Grand Tour of Japanese Automotive and my Grand Tour of German Automotive. For the US, you’ll have to wait until I can do a Grand Tour of US Automotive. But the US is SOOOO big, so I’m not sure when I’ll get around to travel all across the US. Sorry.
I have thirty-four data points from Germany and nineteen from Japan, hence it is a good confidence in the results. There clearly is a difference. Japanese plants on average have a 10-percentage-point higher value-adding time than German plants. This means a typical German plant needs five operators where Japan makes do with four. Having 20% less labor cost for the same value-added work is nice. Note that they have more support staff to enable this better performance, but overall, it still works out more profitable than the average German plants.
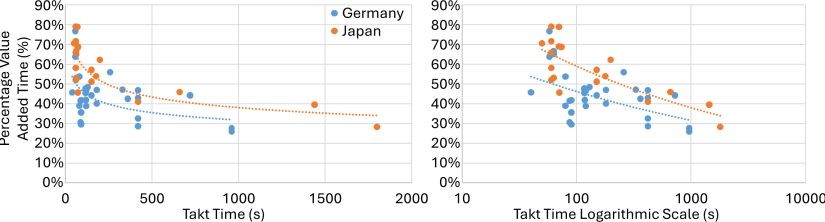
So why is Japan more efficient than Germany? It is certainly not because the sun goes up earlier there. My guess is it’s the Japanese culture of paying attention to details. I have written a blog post on Monozukuri – Japanese Work Ethics with more information on this. Germans also love to pay attention to detail, but mostly to the design of the car, not the manufacturing thereof.
So, maybe you are wondering, if it is a culture thing, what can we do? Well, you can do a lot. While the top spots in terms of percentage value-added time go to Toyota and Nissan, you see a lone blue spot up there with the best of the best. That is BMW in Leipzig, closely followed by BMW in Munich (and of course, I have blog posts on them). While the Japanese culture is beneficial to an efficient assembly line, it is quite possible to also do this elsewhere. In the USA there was the GM–Toyota joint venture NUMMI, in Germany there is BMW (Munich and Leipzig), and there are more excellent companies and plants that can achieve similar performance to the benchmark Toyota (Takaoka and Tsutsumi). But it is a lot of hard work and—very important—requires attention to details.
So, overall, fast lines make efficient lines, subassemblies are slightly worse than final assemblies, and Japanese manufacturing does a lot of things better than Germany. But improvement is not impossible in Germany, or elsewhere too! Now, go out, become the best of the best with a fast line that you pay attention to the details, and organize your industry!
Original Article: https://www.allaboutlean.com/effects-on-efficiency-group-size-line-location-product/
Stay In Touch.
Subscribe to our newsletter and exclusive Leadership content.