
Who Does Kaizen?
Nov 25, 2024

One core aspect of lean manufacturing is continuous improvement, or kaizen in Japanese. This concept emphasizes ongoing, incremental enhancements to processes, products, and services. Yet, there are commonly differences between how Toyota does kaizen and how the rest of the world does kaizen. These mostly relate to who does most of the kaizen activities. In Western companies, kaizen is usually driven by management. At Toyota, most of the improvement originates from and is handled on the shop floor. Let me explain…
Introduction

Manufacturing depends on people. While there are a few lights-out factories in the world, most manufacturing requires people. Even for the lights-out factories, people in the background set up and maintain the factory.
While many Western factories strive for high automation, Toyota puts a lot of value on human skills. For many production techniques they have a master craftsman called Takumi (see also my blog post Toyota’s Master Craftsmen: Takumi). Even in their factories, they have removed robots and re-introduced human workers, believing not only that humans are more flexible, but also that only humans can do continuous improvement.
Yet, you cannot just put some live bodies on the shop floor and expect them to do continuous improvement. That does not work. So, how do you establish continuous improvement on the shop floor?
The (All Too Common) Western Way of Fostering Kaizen
In many Western companies, improving the shop floor is the realm of management. Highly paid (and highly educated) managers decide the topics, develop the solutions, and instruct their minions to implement them. The generals send out their soldiers to battle the problems that appear on the shop floor.
Unfortunately, despite the high salaries and the high education, those efforts usually account to only a few improvements, even if they bother to do a PDCA. One of the causes is the lack of involvement of front-line operators. Nobody knows the machines and processes on the shop floor as well as the operators working with them for hours every day. Not including their knowledge in the improvement process is a surefire way to fail in an improvement project. Yet, I still sometimes meet managers who avoid interacting with the people on the shop floor, and hence ignore their vast knowledge on their processes.
The (All Too Common) Improved Western Way of Fostering Kaizen
Luckily, nowadays many (but not all) managers are aware of the importance of the knowledge on the shop floor. Hence, in many (but unfortunately not all) improvement projects, shop floor people are involved. Their insights and firsthand experiences are invaluable, providing practical solutions and insights that can significantly enhance project outcomes.
However, the project, the workshops, and everything else are still typically organized by management. Not only can this top-down approach sometimes limit the full potential of shop floor contributions, but it also eats up valuable time of the managers. If you use this approach for continuous improvement, then you have ten brains and a thousand pairs of hands in your plant. The bottleneck is the time of the management, especially middle management.
The Toyota Way of Fostering Kaizen
But what if you had a thousand brains on your shop floor? What if you could access the thousand brains of your workers in your plant. That is exactly what Toyota tries to do. They enable the front-line operators on the shop floor to do a large share of the improvement activity. Rather than managers organizing the entire improvement projects (with or without the involvement of the operators), at Toyota a lot of the improvement is driven by the operators. Granted, there are larger and more complex projects where management is still the driver of the improvement. But most improvement not only originates on the shop floor but is also evaluated and implemented on the shop floor.
The challenge is, how do you get there? You can’t just take your current plant and tell your people, “Now you do it.” They don’t know how, they don’t have the time, and they’re not used to doing that.
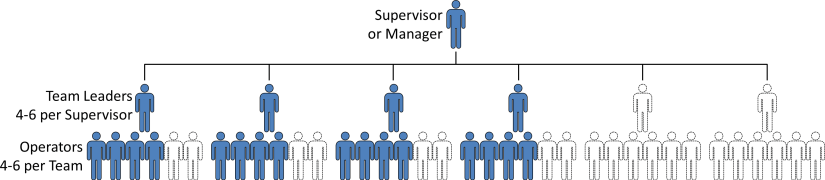
At Toyota, this is different. Key here is the team leader, in charge of a group of 4–6 operators. This team leader is still considered an operator, but is the first line of support for the operators and also the facilitator for improvement. He is very close to the operators (and was an operator of this group before promotion) and has their trust. (See also my post On the Team Structure at Toyota.). A higher-up manager is usually much farther removed from the operators, and also much harder to reach. You could say the team leader has his finger on the pulse of his segment of the factory. They also have the knowledge to manage and document improvement activities, and update standard documents. Given the right support, they can solve a lot of problems on the shop floor.
This has multiple benefits. First of all, operators are usually the first to know when something goes wrong. If they have the ability to improve their own processes, it will go much faster than if middle management needs to be involved. Since they know their processes well, the chance of a successful improvement is much higher. If it nevertheless fails, undoing a erroneous improvement is also quicker. And, capacity of management is not needed to solve the many small problems and is hence available for bigger problems that operators cannot solve themselves.
On the downside, this DOES need capacity. From a pure accounting point of view, the value of team leaders cannot be measured and hence looks like zero. As a result, in many companies such support functions have long since been axed. And, reintroducing them is usually an uphill battle with accounting.
But for plenty and fast improvement activities, you need your operators! In my next post, I will also talk about how to grow your operators to fill out bigger and more important roles. Now, go out, enable your people to solve their own problems, and organize your industry!
P.S. This blog post was inspired by The Lean Manager: A Novel of Lean Transformation by Michael and Freddy Balle. A entertaining and recommended book.
Discover more from AllAboutLean.com
Subscribe to get the latest posts sent to your email.
Stay In Touch.
Subscribe to our newsletter and exclusive Leadership content.